河南防水
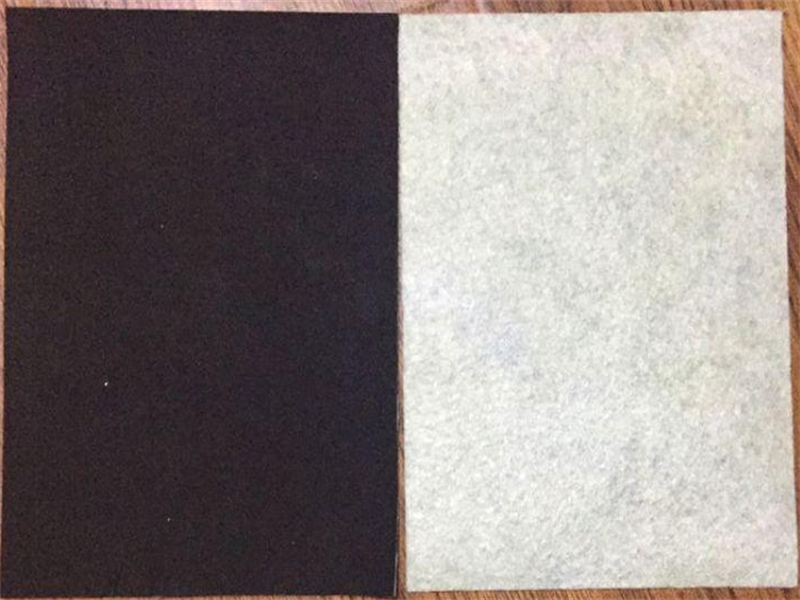
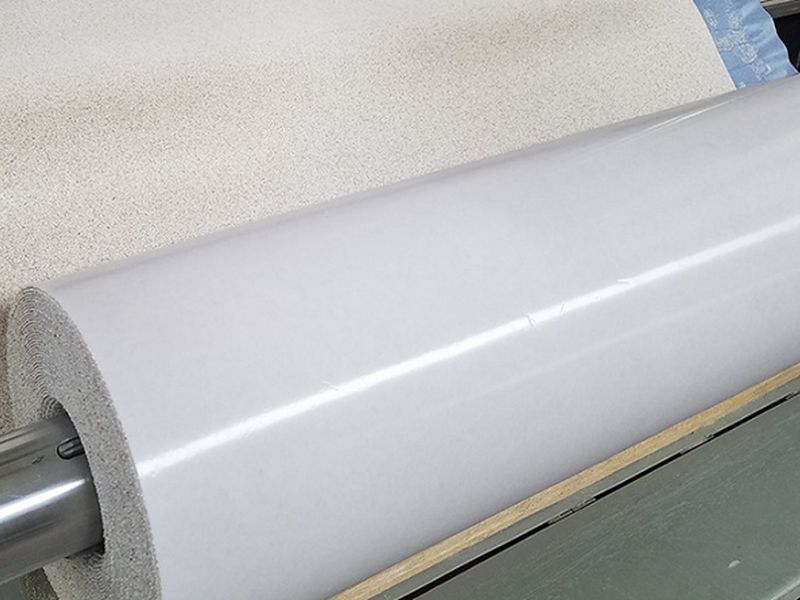
在河南进行防水工程或选择防水材料时,需结合当地气候特点(夏季多雨、冬季寒冷)和建筑类型(住宅、地下室、屋面等)综合考虑。以下是河南豫翔防水关于河南防水的实用建议:1. 常见防水需求场景建筑屋面防水:河南夏季暴雨频繁,屋面易积水,需抗渗性和耐久性强的材料。地下室防潮:地下水位较高地区(如郑州、新乡等)需防潮防渗。卫生间/厨房防水:室内防水需注重环保性和粘结力。外墙防水:应对温差大导致的墙体开裂渗水。2. 推荐防水材料聚合物水泥基防水涂料(K11):适合室内卫生间、厨房,环保且施工方便。SBS改性沥青防水卷材:耐高低温,适用于屋面、地下室,尤其适合河南冬季寒冷天气。聚氨酯防水涂料:弹性好,用于复杂节点(如管道周围)。高分子自粘卷材:适用于地下室、隧道,抗渗性强。3. 施工注意事项基层处理:清理基面,确保平整、无裂缝,阴阳角做圆弧处理。多遍涂刷:涂料类需分层施工,每层干透后再涂下一层。搭接密封:卷材铺设时搭接宽度≥10cm,接缝处用专用胶密封。闭水试验:防水层完成后,蓄水24-48小时检测渗漏。4. 河南本地服务与品牌本地品牌参考:河南豫翔防水科技有限公司公司拥有主流生产设备和检测仪器,通过ISO9001:2015质量体系认证。产品分为工装和家装两大系列。其中工装产品为:“豫翔”牌改性沥青防水卷材、自粘聚合物改性沥青防水卷材、道桥用高聚物改性沥青防水卷材、聚乙烯类高分子防水卷材、聚氨酯防水涂料、JS复合防水涂料、水泥基渗透结晶型防水涂料、高铁专用防水涂料、道桥专用防水涂料等多种产品。家装产品为:“豫翔”牌金装全效防水涂料、厨浴超柔防水涂料、净味通用防水涂料、蓝天柔韧性防水涂料、环保型地面固化剂等多种家装防水涂料。 手机:13623900465固话:400-902-7113地址:新乡市和平大道与南环路交叉口紫锦国际6楼602施工团队选择:建议查验资质(防水防腐保温工程承包资质),优先选择有本地案例的公司。气候适配:夏季施工避免雨天,冬季选择低温适应性材料(如-10℃仍可施工的卷材)。5. 常见问题解决已渗漏处理:先排查渗漏点(如裂缝、接缝),注浆堵漏后重新做防水层。返碱处理:墙体泛碱需用草酸清洗,再涂刷抗碱底漆和防水层。如需更具体的信息(如材料型号、工程报价),可补充说明应用场景或需求,我会进一步为您细化建议